このページは、特級 機械保全(実技)で頻出の
①タクトタイム(ピッチタイム)、②編成効率(バランス率)、③組余裕率(アンバランス率)を、計算手順つきでまとめます。
設問1:梱包ライン(タクト・編成効率・組余裕率)
与えられたデータ(1日当たり)
| 項目 | 数値 |
|---|---|
| 必要な生産量 | 2,337 個/日 |
| 就業時間 | 480 分/日 |
| 良品率 | 100% |
| 不稼働時間 | 朝礼10分 / 清掃15分 / 休憩45分 |
作業内容(製品1個あたりの作業時間)
| 工程 | 作業内容 | 時間(秒) |
|---|---|---|
| A | 完成品をケースに入れる | 5.2 |
| B | マニュアルをケースに入れる | 7.3 |
| C | ケースのふたをしめ、テープを貼る | 7.0 |
| D | パレットにケースと伝票を入れる | 7.0 |
| E | パレットを台車にのせて、倉庫に運ぶ | 6.2 |
| 合計 | 32.7 秒 | |
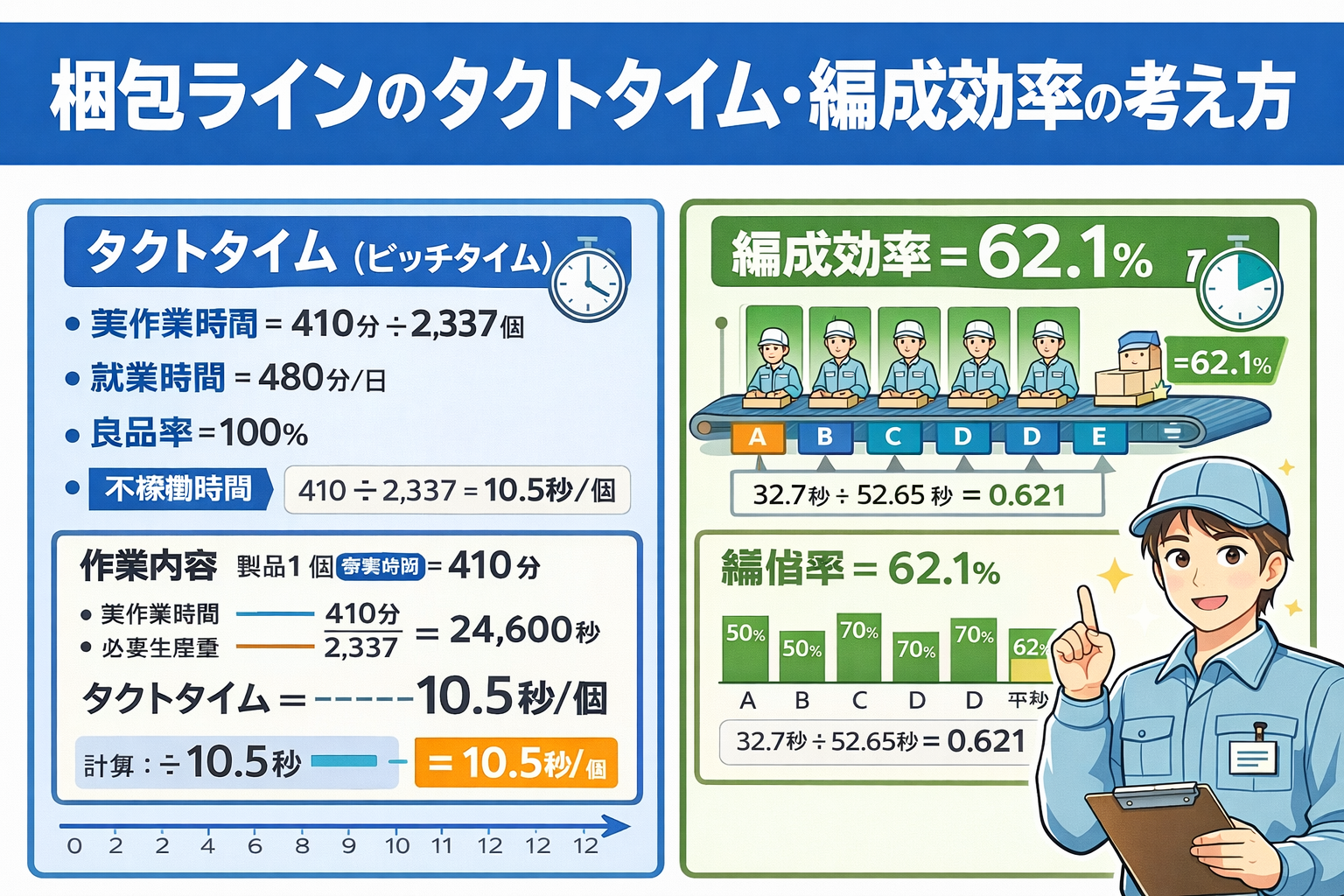
① タクトタイム(ピッチタイム)の計算
考え方:
タクトタイム=実作業時間 ÷ 必要生産量
まず、就業時間から不稼働時間を引いて「実作業時間」を作ります。
計算手順
実作業時間=480 −(10+15+45)=410 分
410分=410×60=24,600 秒
タクトタイム=24,600 ÷ 2,337 = 10.53 秒/個 ≒ 10.5 秒
※選択肢なら 10.5秒 が最も近い。
【結論】問1の答え:イ(10.5秒)
② 編成効率(バランス率)の計算
考え方:
編成効率=作業時間合計 ÷(工程数×タクトタイム)
工程数(ステーション数)が多いほど分母が増え、効率は下がりやすいです。
計算手順
作業時間合計=32.7 秒
工程数=5
タクト=10.53 秒
編成効率=32.7 ÷(5×10.53)=32.7 ÷ 52.65=0.621
=62.1% ≒(選択肢)62.3%
【結論】問2の答え:エ(62.3%)
③ 組余裕率(アンバランス率)の計算
考え方:
組余裕率=1 − 編成効率
計算手順
組余裕率=1 − 0.621=0.379
=37.9% ≒(選択肢)37.7%
【結論】問3の答え:イ(37.7%)
設問2:A工業の作業能率(計算問題)
与えられたデータ
- 作業者数:6名
- 勤務時間(1人当たり):8時間=480分
- 非作業時間(1人当たり):50分
- 標準時間(製品1個当たり):1分
- 生産数(1日当たり):1800個
よく使う式:
作業能率(%)=(標準時間×生産数)÷(実作業時間)×100
※実作業時間は「人数分」で合計します。
計算
1人の実作業時間=480−50=430分
6人合計=430×6=2,580分
標準作業量=1分×1800=1,800分
作業能率=1,800 ÷ 2,580 ×100=69.8% ≒ 70%
【結論】設問2の答え:エ(70%)
設問3:標準時間の穴埋め(語句)
標準時間の定義(穴埋め)
標準時間とは、
・決められた方法と(①)を用いて
・決められた(②)のもとで
・その仕事に要求される特定の(③)と適性をもった作業者が
・(④)で作業を行うとき
・(⑤)の作業量を完成させるのに必要な時間である。
標準時間 =(⑥)×(1+(⑦))
【解答】
①材料/②作業条件/③熟練度/④標準の速さ/⑤一単位
⑥基本(正味)時間/⑦余裕率
練習問題(別パターン)+解答
練習問題①(タクトタイム)
必要生産量:2,000個/日
就業時間:480分/日
不稼働:朝礼10分、清掃10分、休憩40分(良品率100%)
Q:タクトタイムは何秒/個か?(小数第2位四捨五入)
解答:実作業時間=480−(10+10+40)=420分=25,200秒 → 25,200÷2,000=12.6秒/個
練習問題②(編成効率・組余裕率)
タクト=12.6秒、工程数=4、各工程時間=8.0 / 10.5 / 9.8 / 7.2秒
Q1:編成効率(%)は?
Q2:組余裕率(%)は?
解答:
作業合計=35.5秒
編成効率=35.5÷(4×12.6)=35.5÷50.4=0.704 → 70.4%
組余裕率=100−70.4=29.6%
まとめ(試験で落とさないポイント)
- タクト:就業時間から不稼働を引いて、秒に直して割る
- 編成効率:作業合計 ÷(工程数×タクト)
- 組余裕率:1−編成効率(=100%−編成効率)
- 選択肢問題は、最後は“最も近い値”で決める

コメント