■ 工程能力指数とは?
工程能力指数(Cp・Cpk)は、「その工程がどれだけ安定して良品を作れるか」 を数値で表した指標です。製造現場、品質管理、機械保全で必ず使われる基礎知識で、機械保全特級の学習にも頻出します。
■ Cp と Cpk の違い
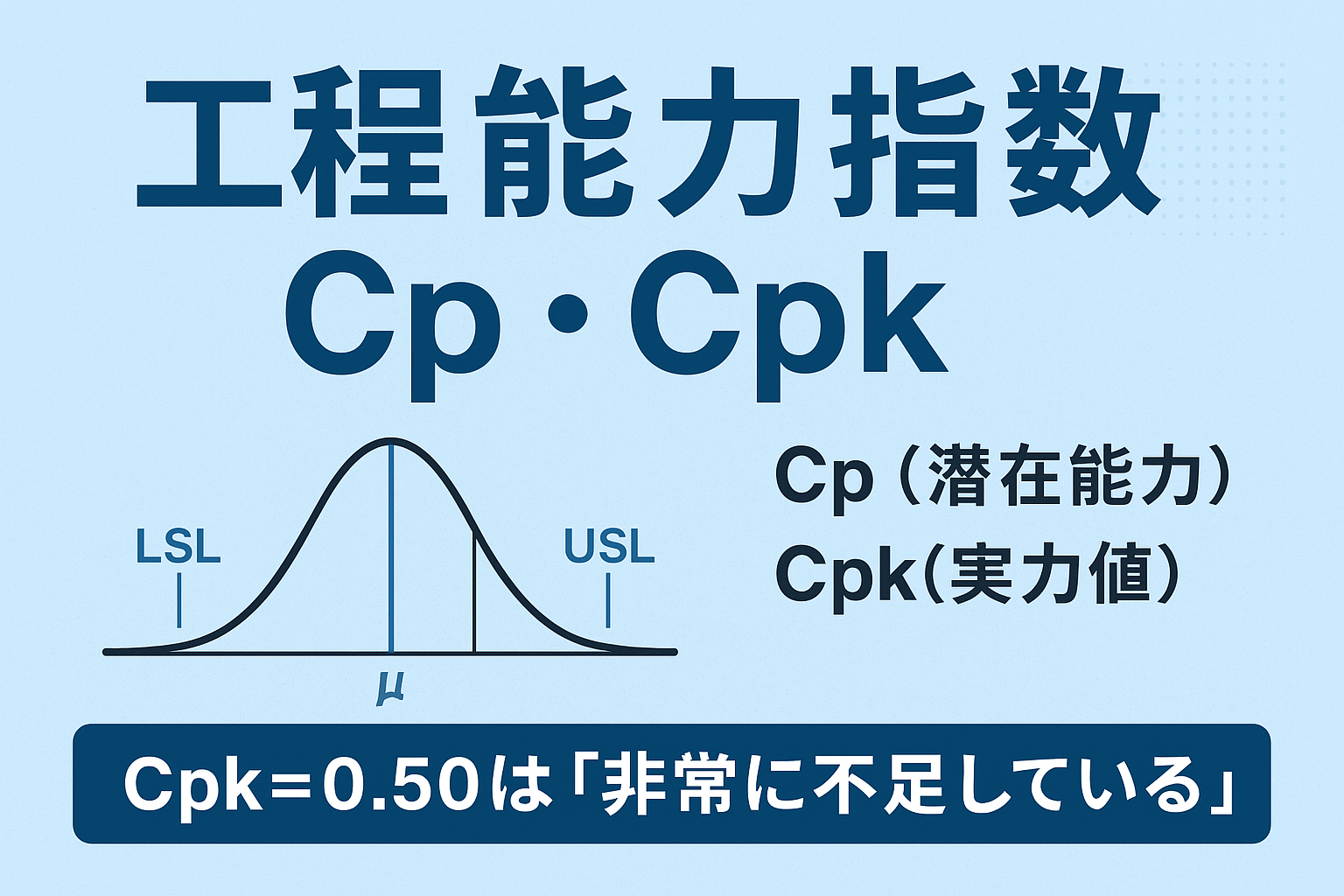
● Cp(潜在能力)
式:Cp = (USL − LSL) ÷ (6σ)
工程のばらつき(σ)が規格幅に対してどれだけ収まっているかを見る指標。工程の中心がズレていても関係しない。
● Cpk(実力値)
式:Cpk = min[(USL − μ) ÷ 3σ , (μ − LSL) ÷ 3σ]
ばらつきに加えて平均(μ)が規格中心からどれだけズレているかを評価する。実際の品質レベルは Cpk で判断されることが多い。
■ 工程能力指数の判断基準(目安)
| Cpk値 | 評価 | 現場の感覚 |
|---|---|---|
| 1.67以上 | 十分すぎる | 非常に安定 |
| 1.33以上 | 十分満足 | 安定して良品が出る |
| 1.0以上 | まずまず | 最低ライン |
| 0.67〜1.0 | 不足 | 改善が必要 |
| 0.67未満 | 非常に不足 | 不良多発レベル |
■ Cpk=0.50 の評価
評価:非常に不足している
- 規格幅に対して能力が半分程度しかない
- 不良が多発する可能性が高い
- 平均が大きくズレている可能性がある
- すぐに工程改善・設備調整が必要
■ 工程能力を改善する主な方法
- ばらつきを減らす(σを小さくする)
- 工具・刃具の適正管理(摩耗管理・交換)
- 機械のガタ取り・軸芯調整
- 温度・湿度の安定化
- ワークの固定方法・治具見直し
- 工程の中心値(μ)を規格中央へ合わせる
- セットアップ条件の標準化
- 位置ズレ・芯ズレの補正
- 治具の精度向上
- 測定系の改善
- 測定器の校正
- 測定者教育と測定手順の標準化
- 規格(設計)を見直す
- 要求公差が過度に厳しくないか設計側と協議
■ 工程能力指数を使うメリット
- 品質が数値で見える化できる
- 予防保全により不良流出を減らせる
- 設備投資の必要性を客観的に判断できる
- 教育資料や改善報告に使いやすい
- 機械保全特級の学習や試験対策に直結する
■ まとめ
- 工程能力指数は工程の「良品を作る力」を表す重要な指標
- Cp=潜在能力、Cpk=実力値(実務で重視)
- Cpk 1.0 が最低ライン、1.33 以上が望ましい
コメント